install ceiling access panel

Popular articles
- 1
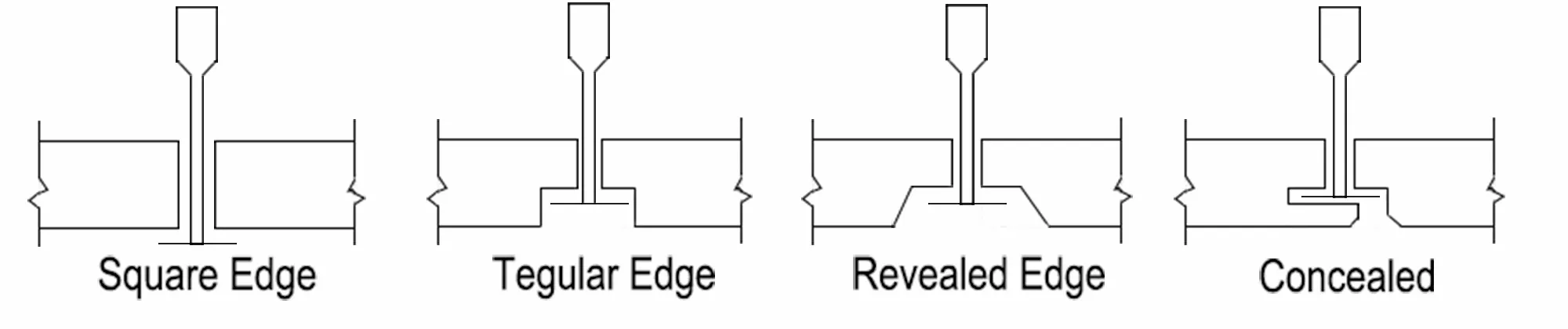
Access hatches come in various forms, each tailored to specific needs
drywall ceiling access hatch
- 2
Ceiling Access Panel Code Requirements An Overview
- 3
3. Acoustic Hatches For spaces that require sound control, acoustic hatches are designed to minimize noise transfer. They are often used in recording studios, conference rooms, and residential areas where peace and quiet are paramount.
- 4
3. Aesthetic Integration Modern access panels are designed to blend into various ceiling types and decor styles. They can be painted or finished to match surrounding surfaces, minimizing their visual impact. This is particularly important in commercial settings where appearance matters, such as offices, restaurants, and retail spaces. Concealed access points maintain the aesthetic integrity of a space while providing the necessary functionality.
- 5
1. Standard Access Panels These are the most common type and are available in various sizes and finishes. They usually feature a simple latch mechanism for easy opening and closing.
- 6
5. Cost-Effective Maintenance By facilitating easier access, hinged panels can lead to more efficient maintenance practices. Regular inspections can be conducted without extensive labor costs associated with opening up ceilings. This proactive maintenance approach can ultimately save money by preventing larger repairs in the future.
- 7
In summary, PVC laminated ceilings offer a multitude of benefits that are hard to ignore. Their aesthetic versatility, durability, cost-effectiveness, eco-friendliness, and sound insulation make them an excellent choice for both new installations and renovations. As more homeowners seek modern solutions that combine beauty with practicality, PVC laminated ceilings are poised to remain a favored option in interior design. Whether you’re renovating your home or building from scratch, consider the transformative potential of PVC laminated ceilings for your space.
- 8
1. Ease of Maintenance A well-placed ceiling hatch simplifies access to essential systems, allowing for quick inspections or emergency repairs without needing extensive renovations or disruptions.
hatch in ceiling
- 9
Proper installation of T-bar ceiling grids is essential for achieving a professional look and ensuring long-term durability. Before installation, it is important to measure the ceiling height and mark the levels accurately. The grid should be suspended at a height that allows for any necessary utilities to be integrated above the ceiling tiles.
- 10
Moreover, T runner ceilings can significantly contribute to acoustic control within a space. In bustling environments—such as open-plan offices and bustling cafes—noise can be a disruptive factor. By incorporating acoustic panels or materials within the runner structure, designers can mitigate sound reverberation, creating a more comfortable environment. Thus, not only do these ceilings serve a visual function, but they also enhance the auditory experience, promoting productivity and well-being.
Links
-
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
-
Wear plates are installed within the pump casing to protect the surfaces from the erosive wear caused by the particles in the slurry. These plates can be easily replaced when worn, allowing for maintenance without needing to replace the entire pump. Some wear plates are designed to be adjustable to optimize the pump's performance by fine-tuning the clearance around the impeller.
-
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
-
-
a. Material Compatibility:
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
-
Enhancing Durability with High Pressure Vertical Pumps
-
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
-
-
Slurry pumps are designed to handle abrasive and corrosive slurries, which can cause significant wear and tear on the pump components. To ensure the longevity and efficiency of slurry pumps, it is essential to understand and properly maintain the wear parts. Here are the primary wear parts of slurry pumps:
-
The effectiveness of slurry transport using centrifugal pumps largely depends on the pump’s ability to handle abrasive and viscous materials. Performance testing for slurry transport applications involves assessing how well the horizontal centrifugal slurry pump can move slurry without significant wear or loss of efficiency. This testing includes monitoring the pump’s performance over time, particularly under harsh operating conditions, to ensure that the centrifugal slurry pump can withstand the rigors of slurry transport. Evaluating the pump’s performance in this context helps identify potential issues before they lead to system failures, ensuring that the AH Slurry Pump parts remain in good condition and continue to operate efficiently.
-
a. Sealing Mechanisms:
-
Enhancing Productivity with AH Slurry Pump Parts
-
Function: The backplate provides structural support and helps in mounting the pump.
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
-
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
-
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
-
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
The Compact Footprint of Vertical Multistage Centrifugal Pumps
-
1. Impellers
-
-
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
In Line Vertical Pumps: Space-Saving Solutions
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.
-
Tailings Management with OEM Horizontal Slurry Pumps
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
Wear Factors: Bearings can wear out due to the mechanical loads and need periodic lubrication and replacement.
-
b. Operating Conditions:
-
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
-
4. Check Pump Performance Curves
-
Function: The backplate provides structural support and helps in mounting the pump.
-
-
Sewage pump impellers play a crucial role in the effective management of wastewater systems
. These specialized components are designed to transport sewage and wastewater from lower to higher elevations, ensuring that sewage is directed away from residential and commercial properties to treatment facilities. Understanding the functionality and types of sewage pump impellers can help in selecting the right pump for specific applications.
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
In summary, the volute is a critical component of centrifugal pumps that significantly influences their efficiency and performance. Its design and construction must be meticulously considered to ensure optimal flow characteristics and pressure generation. By effectively harnessing the kinetic energy of the fluid, the volute plays a central role in the successful operation of centrifugal pumps, making it a fundamental element in fluid transport systems across various industries. Understanding its importance aids in designing better pumps that meet the demanding requirements of modern applications.
-
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
-
-
b. Industry Consultants:
-
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.