mineral fiber acoustic ceiling tiles
-
The primary function of acoustic ceilings is to enhance sound quality within a space. Acoustic performance is measured using a coefficient known as the Noise Reduction Coefficient (NRC), which ranges from 0 to 1. A product with a higher NRC rating indicates better sound-absorbing capabilities. Mineral fiber acoustic ceilings typically have NRC ratings between 0.5 and 0.9, making them effective at minimizing echo and reverberation.
mineral fiber acoustic ceiling
...
-
Using a stud finder, locate any ceiling joists and mark their positions. It's essential to avoid these when cutting into the ceiling as it can cause structural damage. Once you have marked the joists, choose a spot that is free of obstructions for your access panel. Use the tape measure to mark the dimensions of the panel on the ceiling. Double-check these measurements to avoid mistakes before proceeding.
installing access panel in ceiling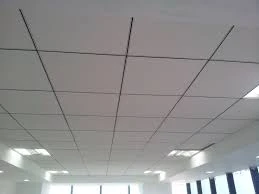
...
Popular articles
- 1
Moreover, the T runner offers significant flexibility in terms of material and finish. Available in a plethora of textures, colors, and finishes, designers and homeowners can easily select options that best match their existing decor or desired themes. From sleek metallics that evoke a modern industrial vibe to rich wooden textures that offer warmth and coziness, the possibilities are virtually limitless. This versatility allows for creative freedom, enabling spaces to embody unique personality traits and styles.
t runner for ceiling
- 2
ProLite Series:
- 3
1. Mineral Wool This is one of the primary constituents of mineral fiber tiles. Mineral wool, also known as rock wool or stone wool, is produced from the melting of basalt rock and recycled slag. Once the fibers are spun and formed into mats, they are processed into tile form. Mineral wool is particularly valued for its ability to provide sound insulation and thermal resistance.
- 4
Acoustic performance is another substantial benefit of mineral wool ceilings. These ceilings effectively absorb sound, which is crucial in environments like offices, music studios, and schools where noise control is essential. The porous nature of mineral wool allows sound waves to penetrate and dissipate, reducing echo and reverberation. Consequently, spaces with mineral wool ceilings tend to provide a more conducive environment for concentration and communication.
mineral wool ceiling
- 5
When it comes to selecting the right ceiling material for your home or commercial space, two popular options stand out PVC (polyvinyl chloride) ceilings and gypsum ceilings. Each material has its own unique features, advantages, and disadvantages, making them suitable for different applications. In this article, we will explore the differences between PVC ceilings and gypsum ceilings, helping you make an informed decision for your next project.
- 6
Anhui shengtian new building material Co., Ltd is a manufacturer of ceiling tiles. Our products include mineral fiber ceiling tile、 fiber glass ceiling tile、ceiling T-grid、 gypsum board steel frame.We have one of the most advanced production lines in China, the annual output reaches 10 million square meters.
- 7
The high acoustic ratio of Mineral Fiber Ceilings makes them an excellent choice for spaces that require good sound control, such as offices, schools, and hospitals. They can help reduce noise levels, improve speech intelligibility, and create a more comfortable environment for occupants.
- 8
2. Fire Resistance Acoustic mineral boards are often manufactured with fire-resistant properties, which is a crucial aspect for safety in buildings. They can help to slow the spread of fire and provide additional time for evacuation, making them a preferred choice for commercial constructions and public buildings.
acoustic mineral board
- 9
Applications of PVC Gypsum Ceilings
- 10
Conversely, PVC ceilings are highly resistant to moisture, making them ideal for areas prone to humidity. They do not support mold growth and are easy to clean, requiring only a simple wipe-down with a damp cloth. This resilience makes PVC an excellent choice for kitchens, bathrooms, and commercial spaces.
Links
-
- Select the impeller design that best handles the slurry's characteristics (e.g., closed impellers for abrasive slurries, open impellers for large particles).
-
-
One of the main advantages of propeller pumps is their simplicity and durability. Given their straightforward design, maintenance requirements are generally low, which is advantageous for organizations looking to minimize operational costs. Furthermore, these pumps can be made from various materials designed to resist corrosion, extending their lifespan even in harsh environments.
-
8. Pump Backplate
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
-
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
6. Bearing Assemblies
-
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
-
In various industrial sectors, the efficient handling and transportation of slurry— a mixture of solids and liquids— is critical. Whether in mining, construction, or wastewater treatment, the need for reliable machinery to manage these challenging substances has led to the increased utilization of slurry pumps. Among these, wholesale slurry pumps have emerged as a vital resource, offering a practical solution for businesses looking to optimize their operations.
-
- Verify that the pump operates efficiently at the desired operating point (usually within the best efficiency range).
-
Monitoring Wet Parts for Optimal Pump Performance
-
Cost Reduction through Efficient Horizontal Slurry Pumps Operation
-
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
-
b. Power and Drive Options:
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
Wear Factors: Continuous contact with the slurry and seals can cause wear on the shaft sleeves.
-
Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.
-
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.
-
Monitoring and Maintaining AH Slurry Pump Parts
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
-
-
Understanding the Role of Propeller Pumps in Various Applications