ceiling tile dimension standard
-
...
Popular on the whole site
- Commercial Buildings In offices, retail spaces, and hospitals, these panels provide essential access points for maintenance of HVAC systems, fire alarms, and electrical wiring without disrupting business operations.
Fire-rated access panels are unique construction features designed to provide convenient access to concealed areas, such as plumbing, electrical, and HVAC systems, while also offering fire-resistance capabilities. Constructed from materials that can withstand high temperatures, these panels are tested and rated according to specific fire-resistance standards, usually segmented by time—such as 1-hour or 2-hour ratings—indicating the duration for which they can contain heat and flames during a fire incident.
- Material and Durability Depending on the environment, panels made from more durable materials may be necessary. Metal panels generally provide higher strength and can withstand wear and tear better than plastic options.
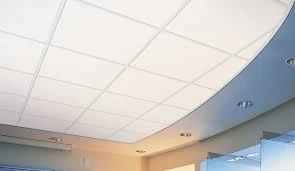
The installation of an acoustic ceiling tile grid requires careful planning and precision. Ceiling height, room usage, and sound management needs are all factors to consider. It's essential to engage professionals skilled in acoustics and installation to ensure effectiveness. Maintenance for these systems is relatively minimal; most tiles are designed to be durable and easy to clean, helping to maintain hygiene and appearance over time.
In the realm of interior design, ceiling tiles play an essential role in both acoustics and aesthetics. Among the various types available, 2x2 grid ceiling tiles have gained popularity for their versatility and design flexibility. Perfect for commercial spaces, offices, and even residential areas, these tiles provide an efficient solution that marries form with function.
